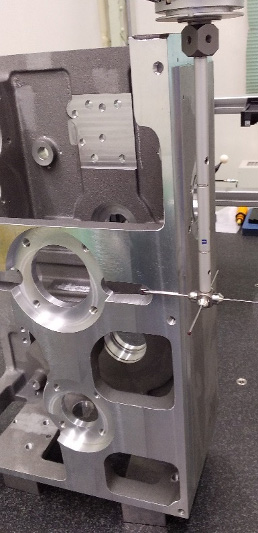
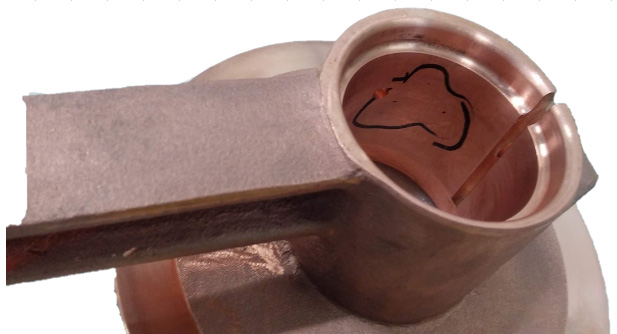
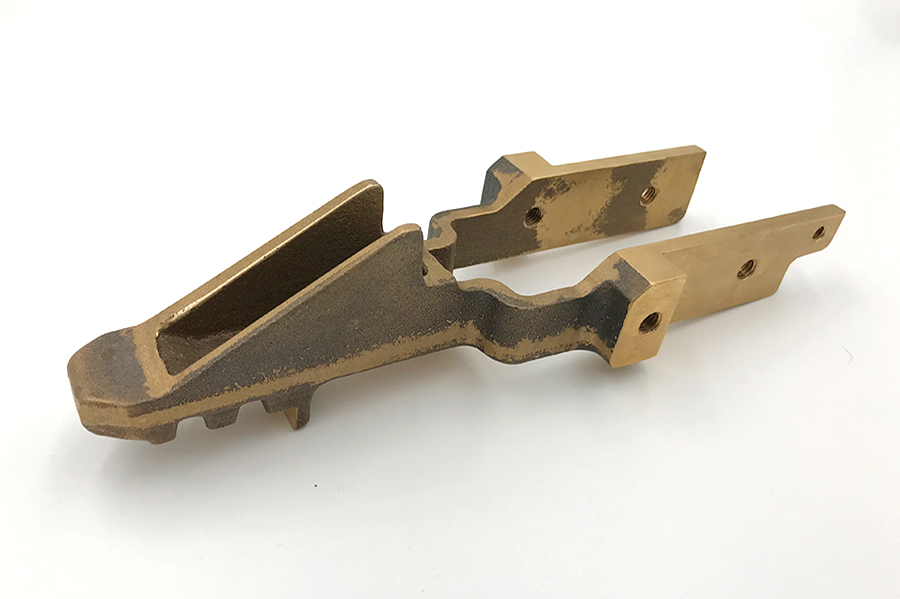
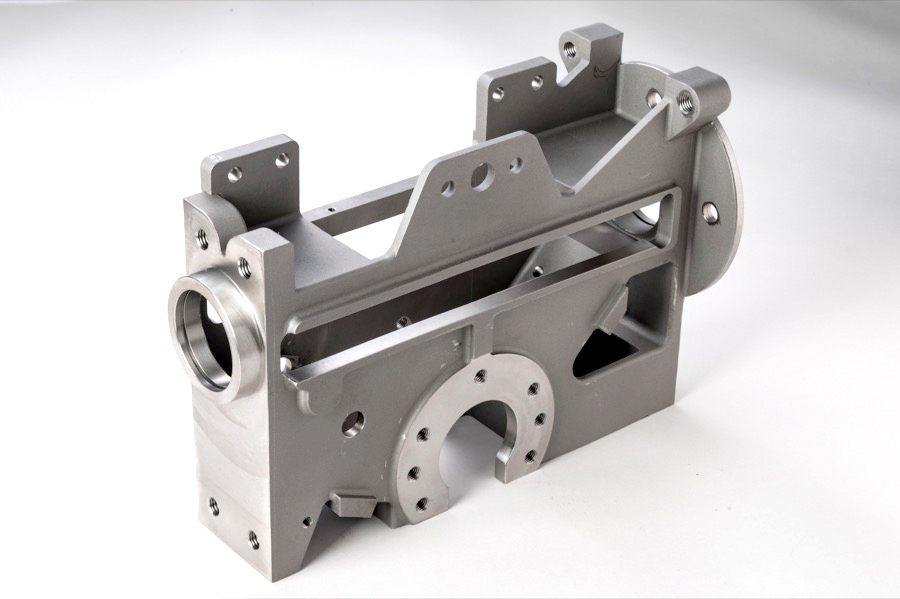
鋳物とは 鋳物は金属を溶かし、鋳型に注ぎ込む製造方法で作られた金属のことをいいます。鋳型を工夫することで複雑形状を簡単に量産することができます。 型の材質によって呼び方が異なり、砂で作られたものは砂型鋳造、金属でつくられたものは金型鋳造もしくはダイカスト、石膏やセラミックスで作られたものは、ロストワックスと呼ばれています。 鋳物の製造は難しく、巣と呼ばれる空孔、バリ、寸法不良、割れなどが発生します。回避するためには製造条件や品質管理をしっかり行うことが必要になります。 鋳物の特徴 鋳物の最大の長所は、溶けた金属を流し込む工程のため、複雑な形状が一体感のある製品にて仕上がることです。 鋳物製品は、その前準備として製品と同じ型をした模型を『木材、金属、砂』で作ります。この模型をそれぞれ『木型』・『金型』・『砂型』と呼んでいます。 また鋳物の特徴として後述する、「鋳巣(ちゅうす)」と「位置出しの難しさ」があります。製品形状によっては【溶接構造から鋳物への変更】で劇的にコストや納期が改善される製品もあります。 鋳物の種類 材料名 材料記号 特徴 ねずみ鋳鉄 FC ねずみ鋳鉄は炭素量が多く、黒鉛が析出して表面がねずみ色なので、その名がついています。 特徴として硬く、耐摩耗性にも優れ、加工性が良好で、振動を吸収する性質もありますが、その分脆く、溶接割れも起こしやすく、溶接には向いていません。 ダクタイル 鋳鉄 FCD ねずみ鋳鉄よりさらに硬さや耐摩耗性が必要な場合このダクタイル鋳鉄を選定します。 ねずみ鋳鉄の最大の弱点のもろさは析出した黒鉛に応力が集中することに原因があるのですが、ダクタイル鋳鉄は黒鉛(グラファイト)を球状化させることでこのもろさを解決した鋳鉄です。 炭素鋼鋳鋼品 SC 炭素鋼を鋳物にしたもので、鋳鉄に比べて強靭で溶接もできるなどの特性を持つ材料です 鋳鉄品では強度が足りない場合で、複雑な形状を持つ場合に、鋳鋼品が用いられるケースが多いといえます。 溶接構造用 鋳鋼品 SCW 溶接性が考慮された炭素鋼の鋳物です 溶接性は、炭素当量に影響されるため、JIS規格で規定されている5種類のSCW材それぞれについてこの値が決められています。実用の上では主にこの炭素当量を0.44以下に抑えて使用するとされます。 ステンレス 鋳物 SCS サビにくい材質なので、塗装をしないで使うことが多く、また、地肌を磨くことにより、光沢を出すこともできます。 アルミ鋳物 AC 重量が鉄鋳物の3分の1の軽さなので、重量制限のあるところや、門扉のように扉の開閉をするような所。また一時的に移動し、元に戻すようなところの場合に使いやすさがあります。 銅合金鋳物 CAC カッパー(Copper)アロイ(Alloy)キャスティング(Castings)の頭文字をとって「CAC」と表記されます。 銅鋳物は優れた導電性や熱伝導率、耐食性、被削性が良いなどの物性を持っており、電極部品や船舶部品、水道関係などに良く使われています。 青銅鋳物 BC 砲金は厳密に言えば、錫(Sn)と亜鉛(Zn)を含む銅合金で、優れた耐食性や強度などを持つことから、バルブや歯車などの機械部品などに鋳造品として多用されています。 表面の鋳肌も美しいという特徴を持ちます。 代表的なものでは公園等で見られる銅像(ブロンズ)などがあります 黄銅鋳物 YBSC 銘板等では、地肌の部分と磨きをかけた部分では、金色で渋い色と、光った色になり重厚感があります。これも年数がたつと、風格のある緑青色になります。 他社が鋳物の加工をやらない理由 メーカー様の調達担当者で、過去に鋳物の加工依頼を断られたご経験は多いのではないでしょうか? 鋳物加工の問題点として 鋳物加工時に飛散する粉が作業環境的に良くない 鋳物加工時に飛散する粉が機械の劣化の原因に繋がる 材料ごとに品質にばらつきがある 材料手配が手間、時間がかかる 治具製作に時間がかかる 上記のことから鋳物の機械加工は敬遠されることが多いです。 渡邊製作所は鋳物の材料調達から承ります 当社の鋳物加工の特徴として、材料調達から表面処理までの一貫生産体制が挙げられます。 弊社は鋳造、ロストワックス、鍛造などを行っている協力企業ネットワークも持っています。 上述した様な、多種の材質を鋳型製作から含めてご相談ください。 製品の形状やお客様のご要望に合わせて、材料の調達から二次加工、組立まで一貫して対応いたします。 渡邊製作所の鋳物加工 自社加工は勿論、協力企業ネットワークを含め様々な材質、大きさに対応できます。 これまでに約200種類、3,000件弱の鋳物の加工を行ってきた実績があります。これまでに培ってきたノウハウを基に小ロットから大量生産まで対応します。 メッキ処理、アルマイト処理、塗装等の表面処理にも対応します。 鋳物の切削加工 3次元測定機を用いた加工精度の検証も行っています。 薄肉の鋳物では、製品を機械から外した場合に「応力開放」と呼ばれる現象が発生し、加工寸法が変形することが珍しくありません。 その他にも、通常の外観検査では検出困難な、割れ(クラック)等の鋳造欠陥に対して浸透探傷試験による品質保証を行い、公的資格である「非破壊試験技術者」を社内に有しています。 鋳物素材形状や仕上がり形状、製品仕様といった情報を社内でしっかりと共有することで検査に抜けが出ないようにしています。 鋳造品の品質管理 鋳物は素材形状や仕上げ代にバラツキがある為、毎回同じ位置にクランプされる様にクランプ方法や治具を工夫しています。 加工治具は自社で設計・加工も行います。 加工治具を自社で設計・調達・加工までを行う事で、納期・コストの面でも優位性が生まれます。 鋳物は一般的に素材の調達期間が長く、加工に時間をかけられないケースが多いです。その点で、自社で加工治具を製作する方が、微調整も容易です。 加工前には検査を行い、バラツキの程度ごとに選別してから加工をすることで品質を維持します。 鋳物の代表的な不適合事例 鋳巣 代表的な鋳造欠陥である、「鋳巣」です。鋳巣といっても、「ひけ巣」「ブローホール」等の原因があります。 ひけ巣は、凝固収縮により金属の体積が減少することで生じます。 ブローホールは、鋳造した際に鋳物内部に生じる空洞のことで、鋳造時に空気やガスが溶融金属に巻き込まれることで発生します。 鋳型も含めた鋳造法案の検討が最大のポイントで、「チル」と呼ばれる「冷し金」、「ストレーナ」と呼ばれる「ろ過材」の配置など、鋳型には鋳物サプライヤーのノウハウが凝縮されています。 鋳肌残り 通称「鋳肌残り」・「はげ残り」等と呼ばれています。 【鋳物寸法のバラツキ】と【加工精度】のバランスを上手く取らないと、写真の左右の部分の様に、梨地の鋳肌が残ってしまいます。 摺動面などでは面粗さの要求が厳しく、鋳物サプライヤーとの取り代の調整や、加工順番・基準面・加工治具の検討などがポイントになります。 歪み 「歪み」と呼ばれる、鋳物の偏肉によっておこる現象です。 歪みとは、鋳物の伸び・縮み・ねじれ等の変化のことです。残留応力が原因として歪みは生じます。鋳物における歪みは肉厚が薄い物・長い物に特に生じやすくなります。 薄肉の場合、歪みを完全に回避することは難しく、鋳造後の歪み取りが必要となります。歪み取りには技術が必要となり、人的に依存する工程と言えます。 上述の様に、「鋳物の代表的な不適合事例」をご紹介しましたが 「鋳肌残り」・「はげ残り」・「歪み」等に関しては、鋳物サプライヤー・加工サプライヤーどちらか一方が 対応出来れば良いという問題ではなく、鋳造法案~機械加工までの総合的なノウハウが求められます。 鋳物調達から機械加工までを一貫生産で対応してくれるサプライヤーへ依頼する最大のメリットと言えます 加工実績 ドウタイ サイズ:Φ200×530 マシニングアルミニウム鋳物重電機器開閉装置 端子台 サイズ:60×80×190 マシニング銅・真鍮鋳物一般産業機器鉄道車両 セツゾクタンシ サイズ:130×160×300 マシニング銅・真鍮鋳物重電機器開閉装置 コテイガワサポート サイズ:190×190×255 マシニング鋳物重電機器開閉装置 アークホーン サイズ:60×80×240 マシニング表面処理鋳物一般産業機器鉄道車両 導体 サイズ:100×300×100 マシニング表面処理銅・真鍮鋳物重電機器開閉装置 商業印刷機械用ブラケット サイズ:350×350×150 マシニング鉄・鋼鋳物一般産業機器印刷機部品 開閉装置用ケース サイズ:600×400×200 マシニング熱処理アルミニウム鋳物重電機器開閉装置 材料調達も承ります 弊社は鋳造、ロストワックス、鍛造などを行っている協力企業ネットワークも持っています。 製品の形状やお客様のご要望に合わせて、材料の調達から二次加工、組立まで一貫して対応いたします。 対応可能な加工はこちら マシニング NC旋盤 NC自動旋盤 ガンドリル 研削 放電加工 溶接・ろう付け 熱処理・表面処理 調達可能な材料はこちら 鉄・鋼 ステンレス 銅・真鍮 アルミニウム 鋳物 ロストワックス 鍛造 安心できるサプライヤーをお探しでしたら渡邊製作所へ! 昭和53年の創業時より、渡邊製作所は「モノづくりはヒトづくりである」と考えてきました。 製品を加工するのは機械ですが、それを操作するのはヒトです。さらに、検査や検品、出荷に至ってはヒトの力が必ず必要になります。 弊社は製品をただ単に加工するのではなく、モノづくりに携わる技術者の育成にも力を入れています。 例えば、国家技能検定や品質管理検定などの資格取得の支援や社内での品質管理教育を行っています。 お陰様で大手企業を含めた多くの企業様と取引しています。 安心できるサプライヤーをお探しでしたら渡邊製作所にご相談ください。 お問合せはこちら